Compact, high accuracy and rigidity
This machine has been developed to master the standard cylindrical grinding machine. All sliding guideways are scraped by our skilled employees to provide high precision and long service life. We ensure that the grinding wheel axis' infeed accuracy and repeatability for 10 years.
Workpiece fixing method:
①grinding between centers
②scroll chuck
③collet chuck

Accurate infeed and following performance for precision cylindrical grinding
Back/Forward axis has a pulser handwheel as standard equipment to change feeding amount, and its Min. infeeding amount is 0.00005mm. Right/Left axis mounts a precision ball screw to feed at the 0.0001mm level.

Our original workhead spindle enables high roundness accuracy
The workhead spindle mounts a ball bearing for high rigidity and improving maintainability. Our original assembly system enables machining at the 0.0001mm level. A servo motor of rotary drive allows stepless rotary adjustment.
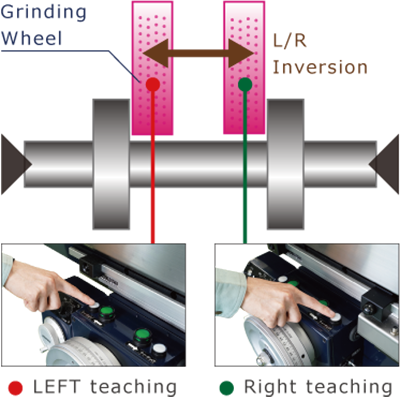
L/R axis high accuracy positioning as a standard feature
This versatile machine mounts L/R inversion teaching function to achieve high accuracy in L/R axis' positioning. It is easy to operate, just press teaching buttons at R/L inversion positions to achieve submicron level of positioning. The teaching function is effective during manual handle operation.
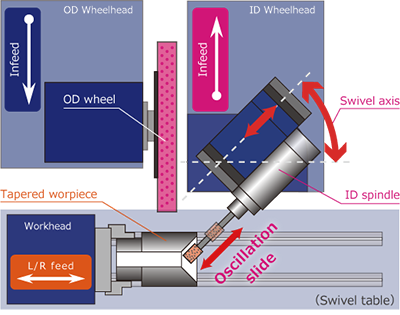
Advantages of our original internal grinding unit
Our optional internal grinding unit mounts independent drive mechanism. The unit with swiveling shaft allows oscillation of internal grinding spindle. This mechanism enables one chuck machining of high accuracy cylindricity and concentricity with ease. Even there are workpieces under such conditions, efficient machining can be done without compensation every time.
Point① Internal grinding axial runout
Point② Internal grinding with independent driving unit
Compensation of outer cylindricity and internal cylindricity errors are possible.
| Items | NOG200-F | |
|---|---|---|
| Max. workpiece size | Scroll chuck | ∅80 mm(4 inches range) |
| Collet chuck① | ∅0.5 ∼ 8.0 mm | |
| Collet chuck② | ∅3.0 ∼ 20.0 ㎜ | |
| Distance between centers | 220 mm | |
| Swing over table | ∅160 mm | |
| Grinding wheel spindle | Grinding wheel size OD / ID / W | ∅255 / ∅50.8 / 25 mm (min.∅215) |
| Speed | 0 ∼ 3000 rpm | |
| Wheelhead (B/F axis) | Min. infeed amount | ∅0.0001 mm |
| Table feed (L/R axis) | Feed per revolution of handlewheel | 10 (×0.01) / 1 (×0.001) mm |
| Swivel table angle | -3 ∼ +10 deg. | |
| Workhead spindle | Chuck size | 4 inches |
| Taper | MT No.2 | |
| Swivel angle | 0 ∼ +60 deg. | |
| Speed | 0 ∼ 1000 rpm | |
| Hole through spindle | ∅15 mm | |
| Tailstock | Travle | 20 mm |
| Taper | MT No.2 | |
| Floor space(W/D) | 1940/1600 mm | |
| Machine weight | Approx.1500 kg | |
| Control | Original | |
| Lubrication system | Automatic lubrication system (with oil shortage detection) | |
| Internal grinding unit (optional) | External and internal diameter can be ground in one clamping. High frequency spindle①: 9000 ∼ 30000 rpm (max. shank size ∅10) High frequency spindle②: 30000 ∼ 60000 rpm (max. shank size ∅6) |
|
| The contents are subject to change without notice. | ||