Simultaneous rough and finish grinding between centers

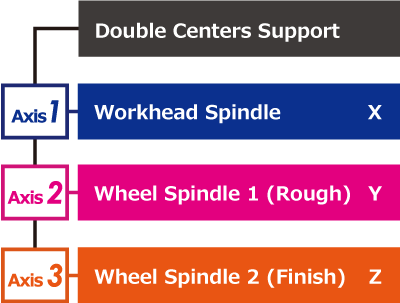
3-axis Structured High Efficiency Cylindrical Grinding Machine
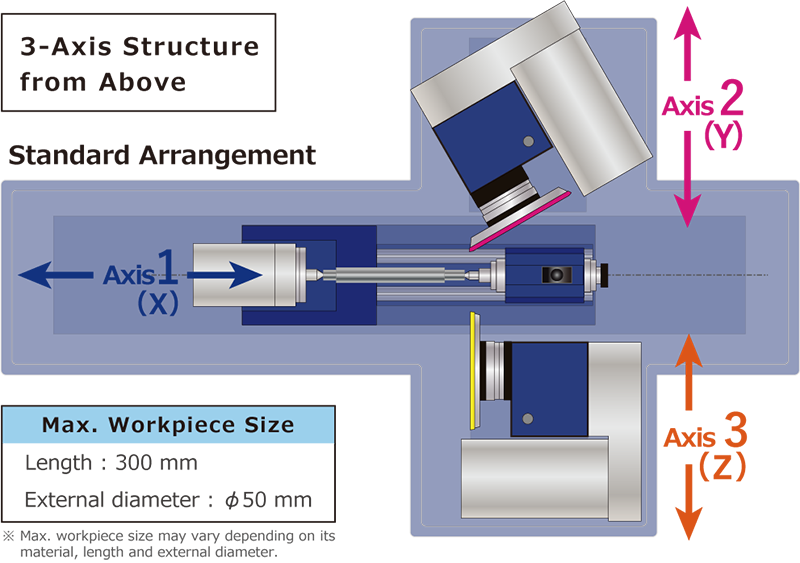
NOG-2HF is a high efficiency cylindrical grinding machine which is composed of L/R table (workhead spindle), B/F grinding wheel spindle 1 and B/F grinding wheel spindle 2. Each axis is controlled independently.
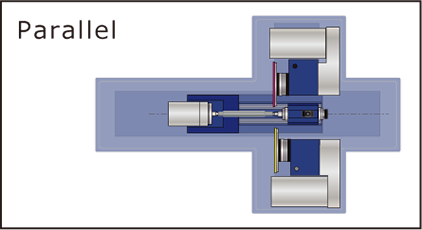
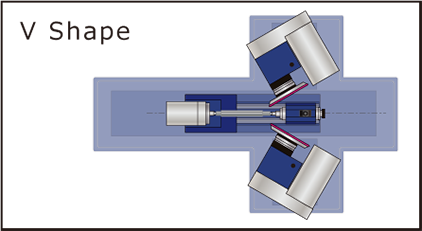
Arrangement Patterns of Grinding Wheels
∗Arrangement cannot be changed after determing arrangement specification.
Simultaneous rough and finish grinding provides you various effects
The two independent grinding wheels enable the simultaneous rough and finish grinding. This allows divided rough and finish machining process into one process. Furthermore, it can improve work efficiency such as reducing time for changeovers and operators' loads.

Grinding sintered materials without preprocessing
Even unprocessed sintered materials can be ground between centers. Especially, it is suitable for grinding tool base materials and cold forging punches.

Suitable for step grinding of tools
Workpiece Clamping Methods
Workhead Spindle
Tailstock
Special Workhead Spindle



Mounting a dedicated live center, which can reduce center's abrasion compared to dead center, on the workhead sipndle.
Our original high accuracy live center which has high rigidity and enables precision machining is adopted.
Replace a dedicated faceplate to exchange dead/live center.
Replace a tailstock itself to change center size.



Standard centers are available.
Standard centers are available.
Combining of double centers and high efficiency grinding
Sample 1
Punches of press dies
Carbide: ∅25 × 250 mm
Grinding length: approx. 250 mm
Max. grinding allowance: ∅1.4 mm
#170 ∅250 mm
●Using diamond wheel
#800 ∅250 mm
●Using diamond wheel

Sample 2
Step grinding of tool base materials
Carbide: ∅15 × 150 mm
Grinding length: approx. 150 mm
Max. grinding allowance: ∅2.5 mm
#170 ∅250 mm
●Using diamond wheel
#800 ∅250 mm
●Using diamond wheel

Grinding long and thin punches and small diameter pins∗1
Sample 3
Long punch pins of dies
Carbide: ∅5 × 175 mm
Grinding length: approx. 135 mm
Max. grinding allowance: ∅2.5 mm
#170 ∅250 mm
●Using diamond wheel
#800 ∅250 mm
●Using diamond wheel

∗1 Steady rest
Mounting a steady rest (option) to grind long and thin workpieces, such as a grinding length is five times longer than the workpiece's OD. Moreover, this steady rest enable the machine to grind small diameter pins that are less than ∅0.1 mm.
| Items | NOG-2HF | |
|---|---|---|
| Method of holding workpiece | Grinding between centers | Headstock: Live center MT No.3 / Dead center |
| Tailstock: Live center: MT No.2 / Dead center (Replace a tailstock itself) |
||
| Capacity | Swing over table | ∅180 mm |
| Distance between centers | 300 mm | |
| Max. workpiece size | External ∅50mm, length 300mm, weight 2kg | |
| Swivel table | For adjusting cylindricity | |
| Workhead sindle (X) | Max. travel | 680 mm |
| Min. input increment | 0.0001 mm | |
| Speed | 0 ∼ 1000 rpm | |
| Hole through spindle | ∅20 mm | |
| Grinding wheel spindleⅠ(Y) | Max. travel | 70 mm |
| Min. input increment | 0.0001 mm | |
| Motor | 5 kW | |
| Speed | 0 ∼ 6000 rpm | |
| Swivel angle | 0 ∼ 10.5 deg. | |
| Wheel fixing method | Dedicated flange | |
| Wheel size | ∅250 mm | |
| Grinding wheel spindleⅡ(Z) | Max. travel | 60 mm |
| Min. input increment | 0.0001 mm | |
| Motor | 5 kW | |
| Speed | 0 ∼ 6000 rpm | |
| Swivel angle | 0 ∼ 10.5 deg. | |
| Wheel fixing method | Dedicated flange | |
| Wheel size | ∅250 mm | |
| Lubrication system | Automatic lubrication system | |
| Machine size (W×D×H) | 2390 × 2910 × 2115 mm | |
| Floor space (W×D×H) | 2440 × 2970 × 2115 mm | |
| Machine weight | Approx. 2500 kg | |
| Control | FANUC | |
| Power | AC 200 V | |
| Power consumption | 32 kVA | |
| Control voltage | DC 24 V / AC 100 V | |
| The contents are subject to change without notice. | ||